



扫 一 扫 关 注 我 们
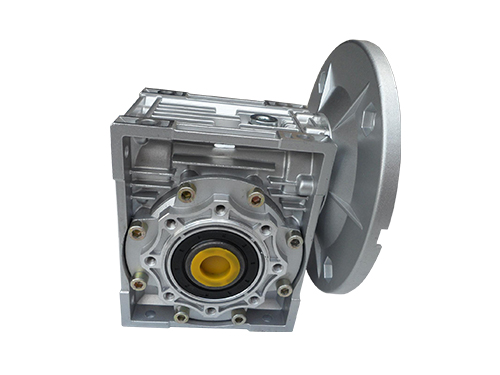
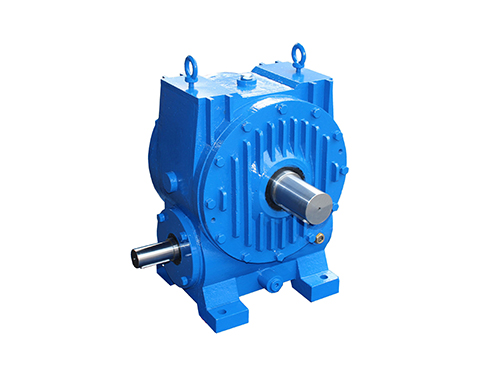
蜗轮蜗杆减速机作为一种重要的传动装置,其验收标准是设备性能和使用寿命的关键。以下将详细阐述蜗轮蜗杆减速机的验收标准,以供参考。
一、外观检查
进行的是外观检查,这是验收的一步。减速机的外观应整洁,无锈蚀、裂纹、油污等缺陷。各部件的油漆应均匀、光泽良好,且标识清晰、正确。特别要检查铭牌,确定铭牌内容完整、准确,包括减速机型号、功率、转速、扭矩等关键参数。
二、装配质量检查
装配质量直接关系到减速机的运行稳定性和寿命。在验收时,应检查各部件的装配是否,紧固件是否松动,连接处是否漏油、渗油。蜗轮蜗杆副的啮合情况也是主要检查对象,啮合良好,无偏斜、卡滞现象。同时,检查轴承的润滑情况,确定轴承内腔已填充适量的润滑脂。
三、空载试运行
空载试运行是验收过程中的重要环节。在试运行前,应减速机已注入规定型号的润滑油,并检查油位是否在正常范围内。试运行时,减速机应在额定转速下正、反向运转各不少于1小时,运转过程中应平稳、无冲击、异常振动和噪声。同时,检查各紧固件、连接件是否松动,各密封处是否漏油、渗油。
四、负荷试验
负荷试验是验证减速机承载能力的重要步骤。试验时,应在额定转速下,分别按减速机额定载荷的25%、50%、75%、1分四个阶段慢慢加载。每个阶段运行的时间以润滑油温升稳定为准,并连续运转3小时后油温不超过100℃(若减速箱本身有冷却系统的,油温应不超过90℃)。在试验过程中,应密切关注减速机的运转情况,如有异常应立即停机检查。
五、齿轮啮合检查
蜗轮蜗杆副的啮合质量是减速机性能的关键。在验收时,应检查蜗轮齿面的接触区位置是否符合规定,接触斑点应均匀分布,无局部过载现象。同时,用压铅法或塞尺测量齿轮的齿侧间隙,确定间隙在规定范围内。
六、振动与噪声检查
振动和噪声是衡量减速机性能的重要指标。在验收时,应使用振动传感器和噪声计分别测量减速机的振动烈度和噪声水平。振动烈度应控制在允许范围内,噪声水平应低于规定的标准值。
七、温升检查
温升是反映减速机运行状况的重要参数。在验收时,应使用测温仪器测量减速机各部件的温度,特别是轴承和蜗轮蜗杆副的温度。各部件的温度不超过允许值,避免因温度过高导致设备损坏或性能下降。
八、密封性能检查
密封性能是减速机长期稳定运行的关键。在验收时,应检查各密封处的密封性能,确定无漏油、渗油现象。特别要检查轴伸密封处,应涂以润滑脂以增强密封效果。
九、文件与资料检查
应检查减速机的出厂文件、质量证明文件、使用说明书等是否繁多、准确。这些文件是用户了解设备性能、操作方法和维护保养的重要依据。
综上所述,蜗轮蜗杆减速机的验收标准涵盖了外观检查、装配质量检查、空载试运行、负荷试验、齿轮啮合检查、振动与噪声检查、温升检查、密封性能检查以及文件与资料检查等多个方面。只有严格按照这些标准进行验收,才能减速机的性能和质量达到要求,为设备的长期稳定运行提供有力确定。