



扫 一 扫 关 注 我 们
减速机一些常见的故障问题。
一、传动小斜齿轮磨损。
一般发生在立式设备的减速机上,主要跟润滑油的增加量和润滑油的选择有关。立式设备时,很简略构成润滑油油量缺少,当减速机间断作业时,电机和减速机间传动齿轮油丢失,齿轮得不到应有的润滑保护,发起或作业过程中得不到有用的润滑致使机械磨损乃至损坏。处理方法及时用齿轮箱清洁保护机清洁减速机内部。
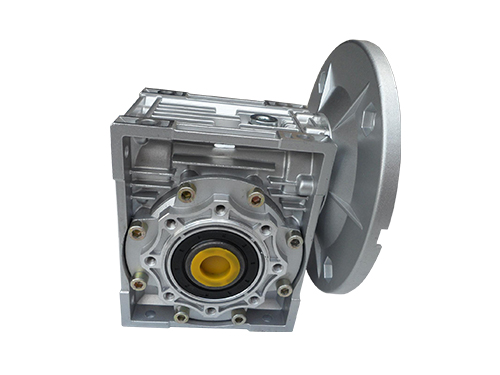
二、蜗轮磨损。
蜗轮一般选用锡青铜,配对的蜗杆材料一般用45钢淬硬至HRC45一55,还常用40C:淬硬HRC50一55,经蜗杆磨床磨削至粗糙度RaO.8fcm,减速机正常作业时,蜗杆就象一把淬硬的“锉刀”,不停地锉削蜗轮,使蜗轮发生磨损。一般来说,这种磨损很慢,象某厂有些减速机可以运用10年以上。如果磨损速度较快,就要考虑减速机的选型是不是准确,是不是有超负荷作业,蜗轮蜗杆的原料,设备质量或运用环境等原因。
三、蜗杆轴承损坏。
硬齿面齿轮减速机发生缺点时,即使减速箱密封优良,厂家生产的减速机内的齿轮油现已被乳化,轴承已生锈、腐蚀、损坏,这是因为减速机在运停过程中,齿轮油由热变冷后发生的水分凝聚构成;当然,也和轴承质量,设备技能方法密切相关。
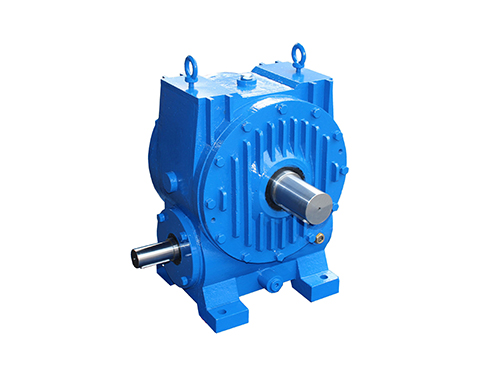
四、硬齿面齿轮减速机发热和漏油。
硬齿面齿轮减速机为了前进功率,一般均选用有色金属做蜗轮,蜗杆则选用较硬的钢材,因为它是滑动磨擦传动,在作业过程中,就会发生较不错的热量,使减速机各零件和密封之间热膨胀发生差异,从而在各协作面发生空地,而油液因为温度的增加变稀,简略构成泄露。
要原因有四点,一是原料的调配是不是正确,二是啮合磨擦面的表面质量,三是润滑油的选择,增加量是不是准确,四是设备质量和运用环境。
齿轮减速机的声音不正常或出现噪音:
润滑油杂质多;齿轮啮合部位有损伤,齿轮间隙增大,轴承间隙大;轴承损坏或磨损严重。
检查减速机啮合部件,需要替换损伤部件,调整轴承间隙,愈换损坏的轴承。
该设备在运行检查时有哪些要点需要注意。
一、各联结件、紧固件不可以有松动现象;各密封处、接合处不可以有漏油、渗油现象。
二、减速机运行一段时间之后,要保持定期检查油位,确定油位是否正常,防止机壳造成的油液泄漏。该设备的环境温度如果出现过高或过低的情况,可以通过改变润滑油来解决。
三、减速机运转应平衡正常,不可以有冲击、振动以及异常的噪音。
四、该设备在运行200到300小时以后,可以进行一次的换油,并在后续的使用中保持对油液的定期检查,确定油液的质量,禁止混入杂质或变质油的可能,如果出现异常情况则应及时替换变质油液。
五、该设备的连续工作比较长的情况下,以运行5000小时或一年为单位替换新的润滑油。减速机在处于停运状态下重新启动之前,也要替换新的润滑油,润滑油的和型号应与停运前所使用的相同,不允许混合使用不同牌子或不同型号的润滑油。